A procurement manager switches to coated carbide cutting tools on a supplier’s recommendation. Same machine, same job, same operator. Performance gets worse shorter tool life, rougher finish, more scrap. Nobody can explain it.
This happens more than it should, and the cause is almost always the same: the coating was not matched to the material. The debate around coated vs uncoated carbide cutters is not a question of which is better in general it is a question of which is correct for your specific workpiece material and cutting conditions. This guide gives you the framework to get that decision right, with a full carbide cutter coating types breakdown and a practical application reference you can use from your first conversation with a tooling supplier.
What Coating Actually Does to a Carbide Cutter
A PVD coating applied through a physical vapour deposition coating process is a thin hard layer, typically 1–5 microns, deposited onto the carbide substrate surface. It does three things simultaneously: adds surface hardness beyond what the carbide alone provides, reduces the coefficient of friction at the cutting interface, and acts as a thermal barrier protecting the substrate from heat generated at the cutting edge.
The hardness numbers tell a clear story. Uncoated solid carbide sits at around 1,600 HV. Titanium nitride coating hardness (TiN) reaches approximately 2,300 HV. TiAlN pushes to around 3,300 HV, and AlTiN exceeds 3,500 HV. Higher surface hardness means slower wear at the cutting edge, which translates directly into longer tool life and more consistent dimensional output across a production run.
The thermal barrier effect matters specifically for cutting tool heat resistance in harder materials. When you are slotting stainless steel or alloy steel at production speeds, cutting temperatures regularly push beyond 700°C. An uncoated cutter begins losing substrate integrity at those temperatures. A TiAlN-coated cutter does not the coating handles the thermal load and keeps the carbide beneath it within its operating range.
Coating is not a universal quality upgrade. It is a precision tool matched to a specific material and temperature range. Applied correctly, it is transformative. Applied incorrectly, it makes things worse.
Carbide Cutter Coating Types: TiN, TiAlN, AlTiN, and DLC
There are four coatings that matter in practical manufacturing. Understanding their differences is the core of every smart decision about PVD coated carbide vs uncoated carbide.
TiN Titanium Nitride
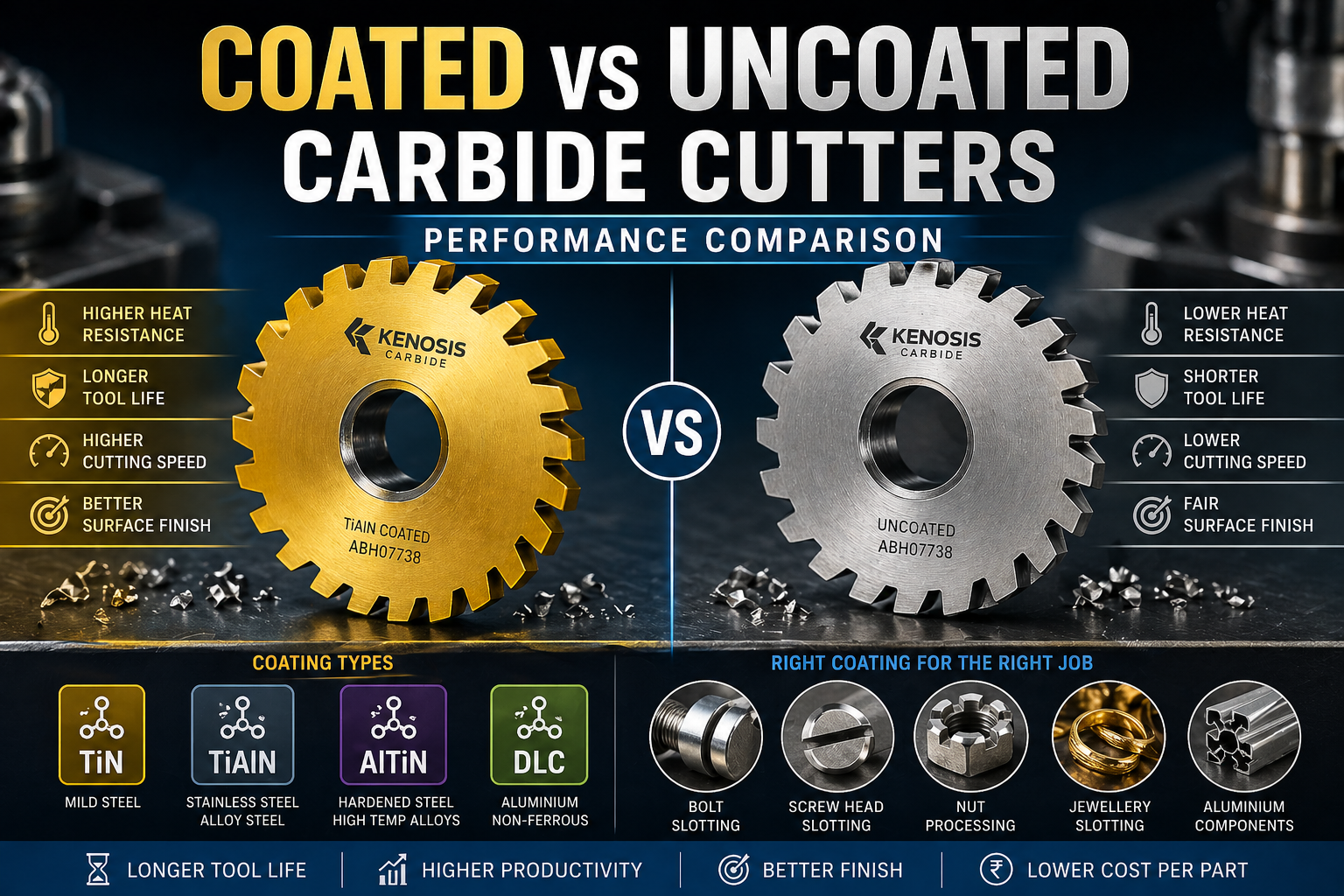
The original industrial PVD coating recognisable by its gold colour. A TiN coated carbide cutter is a solid choice for mild steel, general fabrication, and standard bolt slotting operations in non-hardened materials. Heat resistance tops out at around 600°C, which makes TiN unsuitable for stainless or alloy steel at higher cutting speeds. It is the right choice when you want a step up from uncoated without paying for more performance than the material requires.
TiAlN Titanium Aluminium Nitride
TiAlN is where the meaningful performance step-change happens for most industrial applications. The aluminium content forms a self-reinforcing oxide layer at high temperatures this is the carbide tool oxidation resistance that makes TiAlN the correct specification for stainless steel, Inconel, and higher-strength alloy steels. A TiAlN coated carbide cutter for stainless steel can run 20–40% faster than an uncoated equivalent with better tool life. For Kenosis Carbide’s fastener customers machining stainless bolts and screws at volume, TiAlN is the standard recommendation.
AlTiN and DLC
AlTiN reverses the aluminium-titanium ratio to deliver even greater hardness and heat resistance useful for dry machining carbide tools applications and hardened steel above 45 HRC. DLC (Diamond-Like Carbon) is the specialist coating for non-ferrous materials: gold, silver, aluminium, and copper. Its extremely low coefficient of friction cutting tool value prevents material adhesion, the built-up edge phenomenon that ruins surface finish and dimensional accuracy when ferrous coatings are applied to soft metals.
The Full Performance Comparison
The table below covers what actually changes between coated vs uncoated carbide cutters across the four main coating types:
| Factor | Uncoated | TiN | TiAlN | AlTiN / DLC |
| Surface Hardness | ~1,600 HV | ~2,300 HV | ~3,300 HV | ~3,500+ HV |
| Max Temp Tolerance | Up to 600°C | Up to 600°C | Up to 800°C | 900°C+ |
| Best Material | Aluminium, brass | Mild steel | Stainless, alloy | Hardened steel |
| Dry Machining | Not recommended | Light cuts only | Yes preferred | Yes optimal |
| Tool Life vs Uncoated | Baseline | +50–80% | +100–200% | +200–400% |
| Cost Premium | None (baseline) | +15–25% | +30–50% | +50–80% |
Table 1: Coating type comparison: hardness, temperature range, application, and cost premium
The tool life improvement figures for TiAlN, delivering 100–200% more life than uncoated, are real in the right conditions. They assume correct material matching. Applying TiAlN to aluminium will not give you 100–200% improvement. It will produce worse performance than uncoated through built-up edge in machining, where aluminium adheres to the TiAlN surface and degrades both cutting geometry and finish quality.
When to Use Coated Carbide Cutting Tools
When to use coated carbide cutting tools: use a coated cutter when you are machining ferrous metals at moderate to high speeds, when cutting temperatures regularly exceed 500°C, when dry machining carbide tools is required, or when tool life is your primary production bottleneck. The carbide tool coating benefits are most pronounced in these specific situations:
• Stainless and alloy steel slotting: TiAlN is the correct specification. The heat resistance advantage over uncoated is not marginal here; it is decisive for sustained production output.
• High-volume runs where changeover cost matters: a TiAlN-coated slitting cutter producing 2× the part count per tool means half the changeover frequency. At 15 minutes per changeover across a 100,000-piece run, the difference is measurable in production hours, not just tooling cost.
• Carbide slitting cutter coating for fasteners: In stainless fastener production specifically, the combination of work-hardening material and high production speeds makes coated carbide the production standard rather than the premium option.
• Best carbide cutter coating for high-speed machining: When you want to run faster than uncoated carbide allows without sacrificing tool life, TiAlN or AlTiN is the answer. The 20–40% speed increase available with the right coating is the most direct way to lift throughput without equipment investment.
If your machine has unused speed capacity and tool life is the bottleneck, the right coated carbide cutter is often the fastest route to higher throughput without buying new equipment.
When Uncoated Carbide Is the Right Choice
This is the section most tooling catalogues skip. An uncoated carbide cutter for aluminium, brass, copper, gold, silver, and other soft non-ferrous materials is not a compromise; it is the technically correct specification. Here is why.
TiN-family coatings TiN, TiAlN, and AlTiN have a stronger chemical affinity for aluminium than carbide does. When you cut aluminium with a coated tool, the aluminium adheres to the coating surface instead of clearing the cutting zone cleanly. The resulting built-up edge in machining changes the effective cutting geometry, produces poor surface finish, introduces dimensional error, and reduces tool life compared to an uncoated cutter doing the same job. The coated tool costs more and performs worse. That is not a theoretical problem it is a consistent, repeatable failure mode.
Uncoated polished carbide, or a DLC-coated cutter for applications requiring additional lubricity, keeps the tool surface at the low coefficient of friction that non-ferrous materials need to clear cleanly. For Kenosis Carbide’s paper cutting and jewellery slitting customers, uncoated and DLC-coated tools are the standard, not a fallback.
Choose uncoated or DLC when:
• The workpiece material is aluminium, brass, copper, gold, silver, or any soft non-ferrous alloy
• Coolant is available and cutting temperatures are well controlled within the uncoated carbide’s operating range
• Carbide cutter regrinding after coating: if you regrind in-house without recoating capability, uncoated tools are simpler to manage across multiple regrind cycles
• The application requires an ultra-sharp edge. PVD coating adds minimal edge rounding, but it exists, and in micron-tolerance precision work, uncoated is the cleaner specification
Application Guide: Right Coating for the Right Job
The carbide tool coating cost vs performance decision is clearest when you map it directly to application and material. This reference covers Kenosis Carbide’s core application areas:
| Application | Material | Coating | Why |
| Bolt slotting | Mild steel | TiN-coated carbide | Cost-effective, good wear |
| Screw head slotting | Stainless steel | TiAlN coated | Heat resistance to 800°C |
| Nut processing | Hardened alloy steel | AlTiN | Max hardness + oxidation resistance |
| Jewellery ring slotting | Gold / silver alloys | DLC-coated carbide | Prevents metal adhesion to edge |
| Aluminium components | Aluminium alloys | Uncoated / DLC | Prevents built-up edge (BUE) |
| High-speed dry cutting | Alloy / tool steel | AlTiN or TiAlN | No coolant needed stable at heat |
Table 2: Recommended coating selection by application Kenosis Carbide product range
The carbide cutter tool life improvement economics only work when the coating matches the application. TiAlN on stainless bolt slotting delivers measurable tool life gains and lower cost per part. TiAlN on aluminium profile cutting delivers neither. The table above maps the right specification to each application. Use it as a starting point, then validate with your specific machine parameters and production volumes.
For customers evaluating a carbide cutter manufacturer India coated tools supplier, the right questions are: What coating thickness tolerance do you hold? What adhesion testing do you run? Can you certify coating hardness per batch? Kenosis Carbide’s manufacturing facility in Rajkot, Gujarat produces standard and custom coated cutters for the fasteners, automotive, jewellery, and general engineering sectors, with their engineering team available for specification support from the initial enquiry.
Frequently Asked Questions
Does coating affect cutting-edge sharpness?
Yes, slightly. PVD coatings add 1–4 microns of material to the cutting edge, introducing a very small amount of edge rounding. For most industrial applications this has no measurable effect. For micron-tolerance precision work, uncoated polished carbide is the cleaner specification.
Can I use a TiAlN cutter on aluminium if it is the only tool available?
You can, but expect built-up edge, degraded surface finish, and faster tool wear than an uncoated cutter would deliver. Reduce cutting speed significantly and use high-flow coolant to manage the adhesion problem. Replace with the correct uncoated or DLC specification as soon as available.
How much faster can I run a coated cutter versus uncoated?
For TiAlN and AlTiN on ferrous materials: typically a 20–40% higher cutting speed increase with coated tools at equal or better tool life. This range is consistently achievable in production environments when the coating is correctly matched to the material and the thermal load stays within the coating’s operating window.
What happens to the coating when I regrind a carbide slitting cutter?
Regrinding removes the coating from the reground surfaces. The carbide cutter regrinding after the coating cycle leaves the cutter effectively uncoated on its fresh cutting faces. For most production applications, a reground-then-uncoated cutter still outperforms a worn coated one. Where the economics justify it – particularly on custom or high-value tools – recoating after regrinding restores close to original performance without the cost of a new tool.
Conclusion
The coated vs uncoated carbide cutters decision is a materials science question applied to production economics. The coating is not a quality signal; it is a performance variable. Get the match right and the coated carbide cutting tools’ performance advantage is real: longer tool life, higher cutting speeds, better surface finish, and lower cost per part across a production run. Get the match wrong and you have paid a cost premium for a tool that actively underperforms.
The framework is straightforward: ferrous metals at production speeds need coated carbide. Non-ferrous soft materials need uncoated or DLC. The specific coating within the ferrous category, TiN, TiAlN, or AlTiN, depends on the material hardness and the cutting temperature your operation generates. When in doubt, Kenosis Carbide’s engineering team in Rajkot, Gujarat, can advise on the right carbide cutter coating types for your application from the first conversation.


